深圳五金冲压厂常年对外加工各种精密五金冲压件,本厂可接量少的订单,可少量定做,只收低价样板费用,1000个、500个、甚至10个都可以。一万个以上免收样板费。
定做流程:来图来样报价——工程设计模具——模具出样品——客户确认样品——批量生产
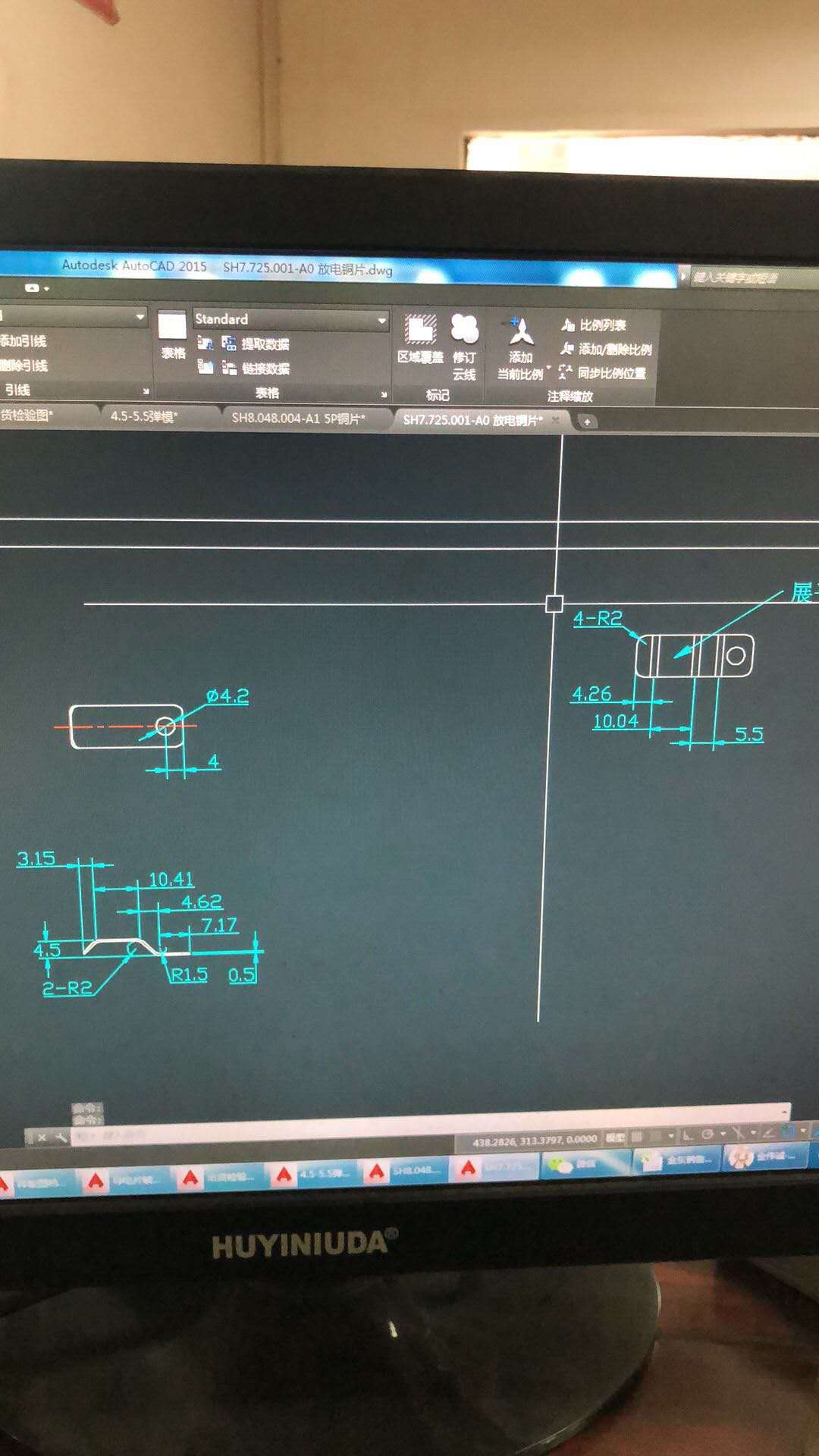
一、客户提供五金冲压件图纸或样板
1、当拿到客户给的五金冲压件图纸后要第一时间跟客户确认产品的数量和具体的尺寸公差要求,然后来确定采用何种工艺来生产。确定好生产工艺之后,要设计合理的排料方式,将废料降到最低限度。
2、分析完五金冲压件图纸之后,就要制定整体的加工方案,有的五金冲压产品并不仅仅是冲压工艺可以实现的,还包括了其他的加工工艺。
3、绝大多数冲压件需要多道工序才能加工出来,一定要设计合理的工序数量,工序数量的降低意味着产品成本的降低。确定好加工工序的数量之后,要了解每道工序之后,产品的形状和尺寸,并确定好产品毛坯的尺寸外形。
4、合算好成本发给客户确认,客户接受价格就接着下一步工序。
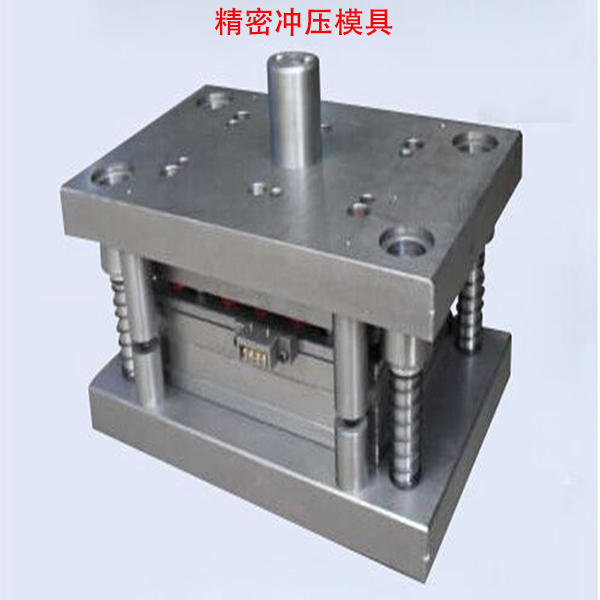
在设计冲压模具时,一定要注意保证模具的可操作性、安全性。对易损件也设计成可拆卸性的,方便日后的维护。
根据五金冲压件的外形尺寸和厚度计算出所需要的冲压力,此外也要考虑冲床的工作台面尺寸要符合产品的尺寸。
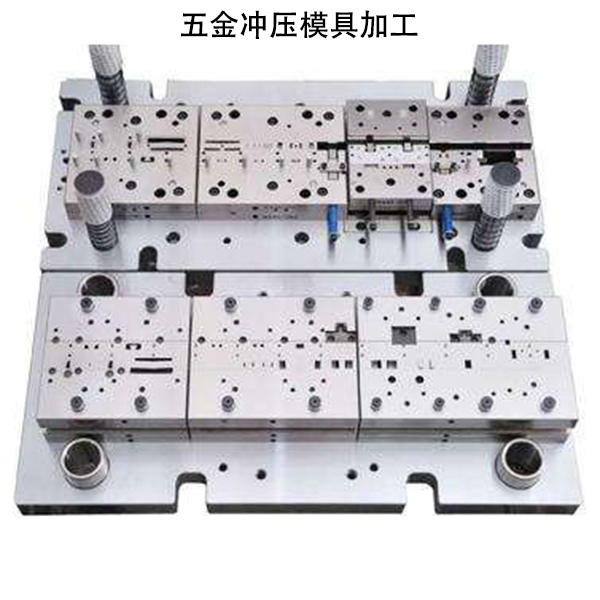
三、工模师傅加工冲压模具及出样品
工模师傅加工冲压模具流程
1、底面加工,加工量保证;
2、铸件毛坯基准找正,2D、3D型面余量检查;
3、2D、3D型面粗加工,非安装非工作平面加工(包括安全平台面、缓冲器安装面、压板平面、侧基准面);
4、半精加工前,侧基准面的找正确保精度;
5、半精加工2D、3D型面,精加工各类安装工作面(包括限位块安装面及接触面、镶块安装面及靠背面、冲头安装面、废料切刀安装面及靠背面、弹簧安装面及接触面、各类行程限制工作面、斜楔安装面及靠背面),半精加工各类导向面、导向孔,留余量精加工工艺基准孔及高度基准面,并记录数据;
6、检验复查加工精度;
7、钳工镶作工序;
8、精加工前,工艺基准孔基准面找正,镶块余量检查;
9、精加工型面2D、3D,侧冲型面及孔位,精加工工艺基准孔及高度基准,精加工导向面及导向孔;
10、检验复查加工精度。
11、试出冲压件样品
四、客户确认冲压件样品
我们把试出来的样品,发给客户确认。如果样品不符合,我们就继续改进尺寸。如果样品确认合格,就进入下一个工序。
五、批量生产冲压件
当客户确认样品合格后,我们就开始批量生产。
备注:
若质量方面存在问题的可给予免费重做;(免费重做原则:按下单前确认的图样参数进行免费重做,详情请与客服人员沟通.)再次感谢各位的理解与支持,让我们共同创造良好的电子商务环境,共建互盈互利,愉快的合作关系!
在本厂加工定做五金弹簧及五金件皆可提供增值税发票(开票请在下单前与本司工作人员沟通税金及合同条款等问题)。